
Extend the lifetime of your pump systems
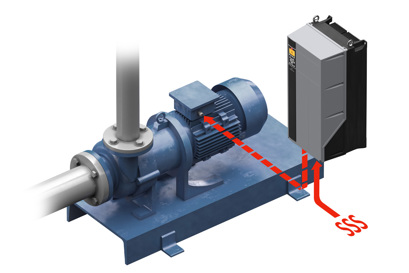
Cavitation is a common issue that can have a detrimental impact on the efficiency and reliability of pumps. However, Danfoss variable frequency drives (VFDs) feature integrated condition-based monitoring (CBM) provides new avenues for detecting and avoiding cavitation in pump systems. By utilizing the "VFD as a sensor" approach and current signature analysis, condition monitoring can effectively identify cavitation-related faults and help prevent potential damage and wear-out.
Contact our experts
Cavitation is one of the killers of pump performance. With condition-based monitoring integrated directly in the VFD, we’re giving our customers a proactive way to detect and prevent damage before it happens. It’s smarter, simpler, and far more cost-effective than relying on traditional sensor-based methods.

Avoiding pump cavitation using condition-based monitoring functionality
To avoid cavitation, the flow can be reduced by lowering the pump speed in small increments. Condition monitoring enables this through an avoidance function. The motor speed is automatically lowered within predefined limits when cavitation is detected. Once cavitation is avoided, the function can be configured either to remain at the last speed that prevented cavitation, or to gradually attempt returning to the original speed reference—continuously checking whether cavitation has disappeared in the meantime. Additionally, the function provides all necessary status information, allowing the VFD to operate as a standalone unit or to be integrated with PLCs into a higher-level process control system. This avoidance function is turned off by default, and it is up to the user to decide whether to activate it based on their specific needs.
In summary, preventing pump cavitation is crucial for maintaining pump efficiency and reducing potential damage and wear-out. Condition monitoring, using advanced techniques such as current signature analysis, provides a reliable and cost-effective solution for detecting and avoiding cavitation. By implementing condition monitoring systems, industrial processes can benefit from improved production, extended component lifetimes, and reduced maintenance costs, ultimately leading to smoother and more reliable operations.
With the edge computing solution, which enables faster insights by processing data at the VFD, data is collected several times per second—ensuring that any measurements outside the normal range trigger a warning quickly and in a timely manner, thus minimizing the risk of undetected abnormalities.

FAQs about pump cavitation monitoring
Contact our experts
Are you experiencing issues with pump cavitation? Our expert, Tim Flintholm Fink, is ready to assist you and discuss solutions.
Submit your queries below to get in touch with Tim for an informal discussion.

Drives for pump applications
By controlling industrial pumps with a Danfoss AC drive you can help optimize processes and significantly reduce energy and maintenance costs.
For reliable operation, reduced emissions, and long life of marine pumps and separators, draw upon engineering knowhow from Danfoss.

Enhance your system performance, extend your equipment life, and protect against leakages, by optimizing pump operations using Danfoss AC drives.

Protect your pump and optimize commercial ventilation and air conditioning performance using AC drives.

Control of pump speed can reduce energy consumption significantly, extend pump life, and dramatically reduce water consumption in your operations.
Reduce substation heat load and reduce air conditioning infrastructure, with air-cooled pump control from Danfoss.
Explore more opportunities with CBM

VFDs act as intelligent sensors for condition monitoring in automated systems. Explore features of intelligent drives and various maintenance strategies.

Monitoring motor performance using condition-based monitoring provides a simple and cost-effective way to obtain machine data for smart maintenance decisions.

Predictive maintenance has emerged as a powerful tool to optimize equipment performance, increase uptime, and reduce maintenance costs.

Along with stator winding monitoring and load envelope, the CBM functionality integrated into Danfoss drives includes vibration monitoring.

Remote monitoring empowers users to access real-time data, react early to avoid interruptions, optimize performance, and make informed decisions.

Clogged pumps work less efficiently and use more energy to do their job than clean pumps. If unattended, eventually a clogged pump will grind to a halt, causing unplanned downtime.

Protect motors and extend uptime with sine-wave filter monitoring in Danfoss VLT® drives. No external sensors needed—get early detection and lasting protection.

Refrigeration systems preserve apple quality using VSDs with integrated condition monitoring and DrivePro Remote Monitoring service
ITALY: At Rivoira Group, VLT® drives with built-in condition-based monitoring help preserve fruit perfectly by ensuring utterly reliable refrigeration.
Read the case study

Driving maximum uptime in aseptic pharmaceutical production
DENMARK: A leading global pharmaceutical company was determined to find an intelligent HVAC solution to prevent downtime with real-time system monitoring and customizable instant alarms. Plus, the solution needed to fit within the organization’s ambitious digitalization strategy. The solution: Danfoss VLT® HVAC Drive FC 102 with integrated condition-based monitoring.
Read the case study

Brewing up real change at HEINEKEN
NETHERLANDS: HEINEKEN understands that to meet demand, its production line must always be up to the task – with all assets expected to deliver a consistently reliable and excellent performance. At Den Bosch brewery, the tough working environment posed several challenges. The solution was an upgrade using drives with integrated condition-based monitoring.
Read the case study
Highlighted products
Danfoss products using condition-based monitoring

VLT® AQUA Drive FC 202 controls all types of pumps and comes equipped with a cascade controller.

FC 103 is dedicated to controlling compressors, pumps and fans for significant energy savings in refrigeration plants.

This tough and savvy FC102 drive enhances pump and fan applications in building management systems, and runs outdoors in most climates.

Designed for a broad range of demanding applications, focusing on higher power sizes and system drives.