Industrial refrigeration systems predominantly use natural refrigerants, primarily ammonia and more recently CO2. Energy efficiency and the effective operation of those systems are the key parameters for operators of the plants.
The focus of the white paper is the comparisons of hot gas defrost strategy control methods, both on the hot gas side as well as on the condensate drain.
This white paper is based on the article originally presented at 10th IIR Gustav Lorentzen Conference on Natural Refrigerants, Delft, the Netherlands, 2012.
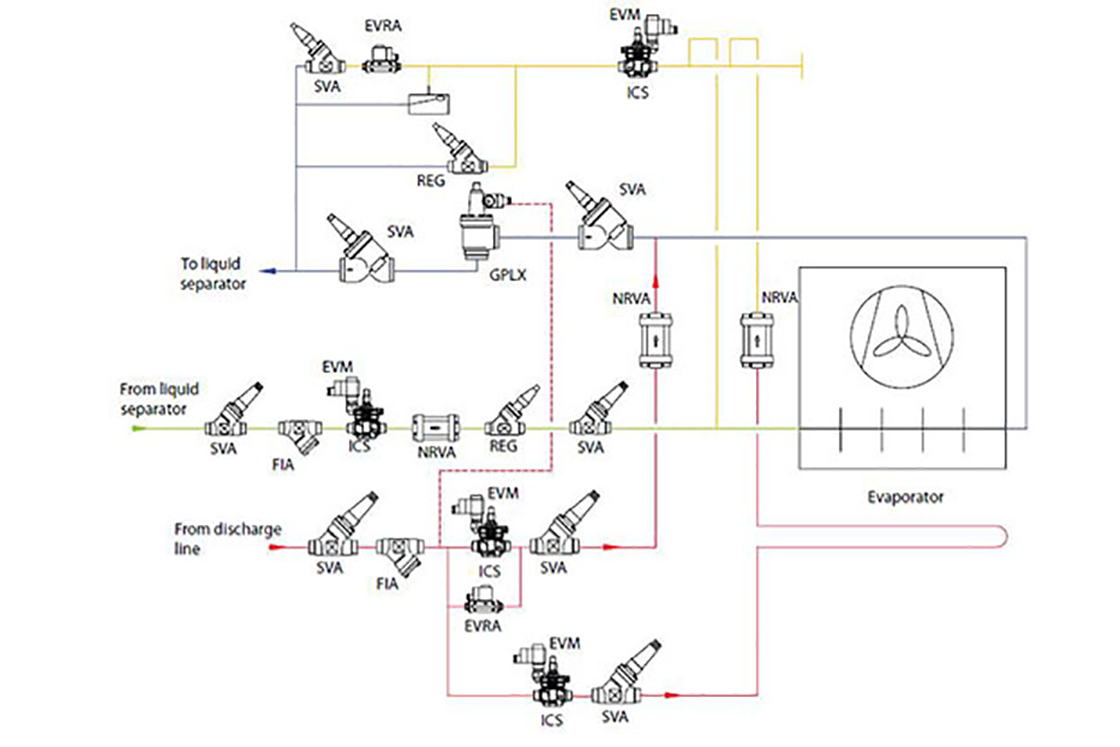
Fig. 1 presents a typical industrial refrigeration evaporator with hot gas defrost. Control valves for the evaporator could be divided in the 4 main groups:
1. Pumped liquid feed to the evaporator. This valve train typically includes stop valves, filter, a solenoid valve, a regulating valve, a check valve and a final stop valve.
2. Hot gas feed line. Traditionally it has a stop valve, a filter, another solenoid valve and a stop valve
3. Condensate line. Here we either see a pressure controlled valve or a float principle to drain the liquid. Both significantly different defrost principles
as we see later.
4. Wet return line. This line needs to have an automatic shut off valve and a stop valve.
The defrost process could be divided into 4 main sections. First, the liquid supply to the evaporator is shut off. Evaporator fans should still run for sometime, suction valve remains open in order to make sure that remaining liquid refrigerant will boil out. Second, the suction valve will be closed, evaporator fans will be stopped, the hot gas solenoid valve will be opened and the feed of the evaporator with the hot gas starts. Thirdly, when the defrost is finished, the hot gas solenoid valve will be closed, the suction valve will be opened. Finally, the liquid feed is opened again, water droplets on the evaporator fins are allowed to freeze , and only then the evaporator fans will be started again.
Critical considerations in the hot gas defrost process are avoiding pressure/temperature stresses and system inefficiency by managing a slow pressure built up in the cooler at the start of defrost and at the same time a slow pressure release from the cooler after the process. Both hot gas solenoid and main suction valve selection are critical when aiming for a safe and efficient defrost process.
Considering the efficiency considerations indicated above, let’s review the traditional valves configurations. It should also be considered, that the defrost with CO2 is a more harsh one, and a conservative approach for CO2 evaporators with hot gas defrost should be preferred.
Figure. 1 Typical configuration for an industrial refrigeration evaporator with hot gas defrost.
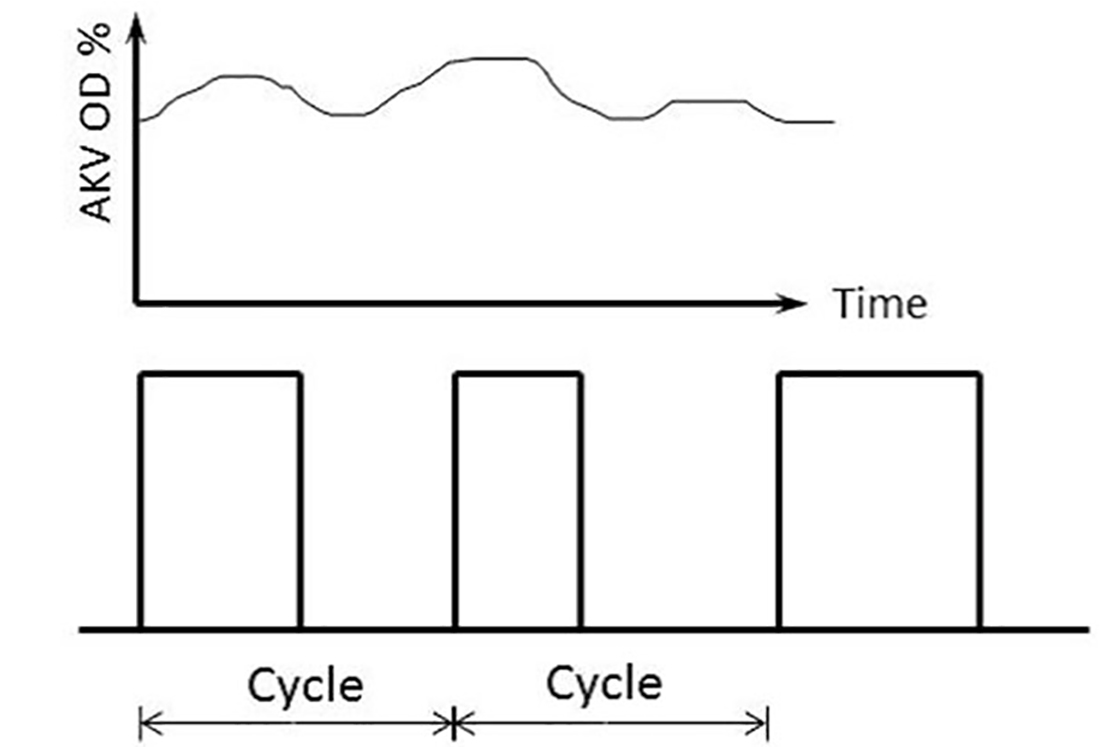
Liquid feed line has the minimal influence on the hot gas defrost process. What could be important to consider here, is the amount of liquid that is fed to the evaporator. In case PWM (pulse width modulation) strategy is used, the amount of liquid refrigerant in the evaporator will be lower. That should reduce the time needed to get rid of the liquid refrigerant. It could also be expected that the amount of ice is lower as well, as the temperature deviation on the surface in on/off periods is lower (figure 2).
This liquid feed strategy has been successfully used in a number of CO2 systems with pumped recirculation. In ammonia systems, this control method has not been widely applied yet.
Figure 2. Pulse width modulation liquid feed
The most common way to feed hot gas in an evaporator, is with a conventional solenoid valve. Motorized valves and motorized ball valves have also been used for the purpose, especially for CO2 systems. With higher pressures, and higher pressure differentials, the risk of liquid hammer in CO2 hot gas defrost systems is higher than with ammonia. Clearly, the downside of the solution with motorized valves is that they are more complex to set up, and valve trains with motorized valves are more expensive than traditional ones.
Another point, which is especially critical for the ball valves, is that the opening speed must be adjusted to a relatively low level. A solution with 2 solenoid valves, the first sized for the required hot gas defrost capacity, and the second for 10-20% of the flow and installed in parallel to the first one (Figure 3) could be more cost effective and efficient. The smaller solenoid opens first and feeds the evaporator with hot gas for the first few minutes, increasing the pressure in the evaporator and supply lines in a controlled way. After that the second solenoid opens and the main defrost starts. This valve train configuration has already been used in a number of installations and in general proved to be successful.
The benefit of the motorized valves in hot gas defrost lines is that they make it possible to have an intelligent hot gas control. That may include not only slow opening, but slow (or adjusted) closing as well. That could be relevant in those cases, when the defrost is not done based on timing, but rather on other parameters, such as surface temperature control.
Finally, in order to limit the hot gas pressure / defrost temperature and maximize the defrost efficiency; a downstream regulator could be installed. It is only necessary to install one such regulator for a group of evaporators connected to the same hot gas line. The sizing of the valve should be such that it can provide enough hot gas for all evaporators that might be defrosted at the same time.
Figure 3. Hot gas feed line with double solenoid valve

There is a wider variety in the regulation devices, used in condensate lines of evaporators with hot gas defrost. Differential pressure regulators are quite common, but upstream pressure regulators and float valves are applied as well. As discussed, the float valves are expected to be the most efficient controls for the hot gas defrost. A combination of float valve in condensate lines with downstream pressure regulators in hot gas lines would be a preferable one, in order to make sure that the defrost pressure is kept on the optimal level.
There are downsides of the solution with float valves as well. First, the cost could be relatively high. The cost might be partly reduced by installing a float regulator in a common evaporator condense line for several evaporators. Secondly, for high pressure refrigerants, such as CO2, float regulators are difficult to find. In this case alternatives must be explored. One of them is steam traps, which are coming from other industries, and can manage high pressures. Even though steam traps are gaining popularity, those devices are not very common in the refrigeration industry yet. Their specifics won’t be discussed further in this article, however, all considerations valid to float valves used in condensate lines, should also be applicable to steam traps.
Figure 4. Float valves in condensing lines with multiple evaporators. Only valves in the condensing lines are indicated.

The calculation was done for a standard industrial refrigeration evaporator from one of the major manufacturers. Energy losses during defrost are not included in to this calculation. According to Hoffenbecker (2005), the losses during defrost are on the level of 55% or more for lower defrost efficiencies. The losses depend on the defrost time and temperature, as well as on the frost thickness.
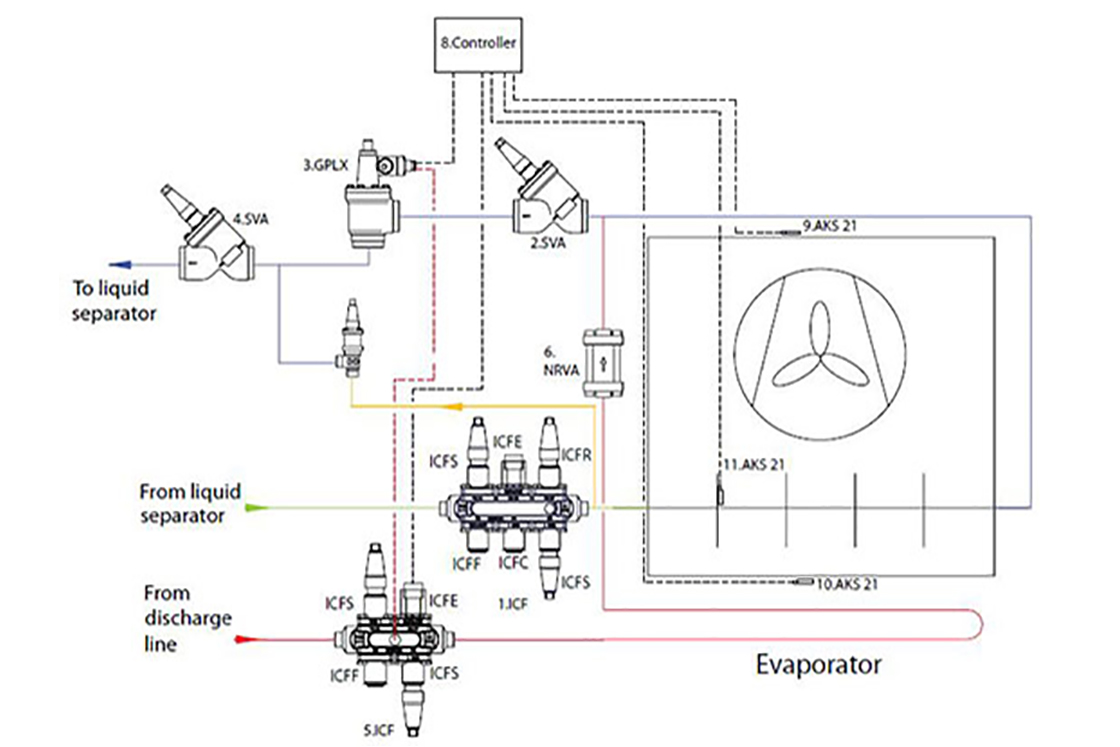
Assuming that for an optimized defrost process the losses are on the level indicated by Hoffenbecker (2005), as a second step of the defrost analysis let’s have a look at the comparison with a non-optimised evaporator. The main figures for this comparison are presented in table 3. Piping diagram for a standard system is presented on figure 1, and for an optimized on figure 5.
Table 3. Defrost efficiency comparison
The calculations are based on a number of assumptions, and are done for a specific system only. However they indicate that not optimal hot gas defrost could not only create problems with the equipment, but also result in a power consumption increase. Table 4 presents the data summary, as well as an evaluation of the financial impact of not optimized defrost.
Table 4. Extra costs of not optimized defrost
It is clear, that the more defrosts are needed, the higher the importance of the right valves configuration around the evaporator. If for some coldstores with weekly defrost the additional energy impact is minimal, for some freezing equipment with several defrosts daily an additional energy bill could be on the level of 5% or more of the energy consumption of the refrigeration equipment. And that is not considering the worst systems, with higher condensing temperatures to keep the defrost temperatures high.
The calculation above is mainly valid for an ammonia system. In case of CO2, and additional defrost compressor should be used, which will obviously change the energy balance. As in case of ammonia systems, a general increase of the condensing pressure on main compressors is not recommendable.
Figure 5. Optimized defrost system configuration